大家好,今天小编关注到一个比较有意思的话题,就是关于埋弧焊工艺的问题,于是小编就整理了4个相关介绍埋弧焊工艺的解答,让我们一起看看吧。
什么是埋弧焊和钎焊?
埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。近年来,虽然先后出现了许多种高效、优质的新焊接方法,但埋弧焊的应用领域依然未受任何影响。
从各种熔焊方法的熔敷金属重量所占份额的角度来看,埋弧焊约占10%左右,且多年来一直变化不大。
埋弧焊多层多道焊正确焊法?
正确的埋弧焊多层多道焊焊接方法如下:
1. 准备工作:根据焊接工艺要求,准备符合要求的焊接材料和设备。清洁和准备焊接接头,确保表面无油脂、氧化物和杂质。
2. 设定焊接参数:根据焊接工艺规程,设置适当的焊接电流、电压、焊接速度和预热温度等焊接参数。
3. 焊接前准备:焊接前应进行预热处理,提高焊接接头的温度,减少焊接收缩应力。预热温度应根据材料的种类和厚度来确定。
4. 焊接焊道:根据焊接顺序,逐渐焊接各层焊道。每道焊接前应清洁焊道,移除表面的氧化物和杂质。选择适当的焊接位置和角度,进行焊接。
5. 焊接填充材料:根据焊接工艺规程,选择适当的填充材料,并按照要求在接头上进行焊接填充。
6. 焊接过程控制:在焊接过程中,保持恒定的焊接速度和焊接电流,控制良好的焊接接头温度和焊接参数。
7. 焊接后处理:焊接完成后,应对焊缝进行后处理,如修整、除渣、打磨等,以达到要求的外观和质量要求。
8. 进行焊缝检验:对焊接缺陷进行检查,如裂纹、气孔、夹渣等,确保焊接质量符合要求。
9. 记录焊接参数和结果:将焊接过程中的焊接参数和检验结果进行记录,以便后续的质量控制和追溯。
10. 进行焊后热处理:根据需要,对焊接接头进行焊后热处理,以消除焊接应力,提高焊接接头的性能和耐久性。
埋弧焊怎么才能焊好?
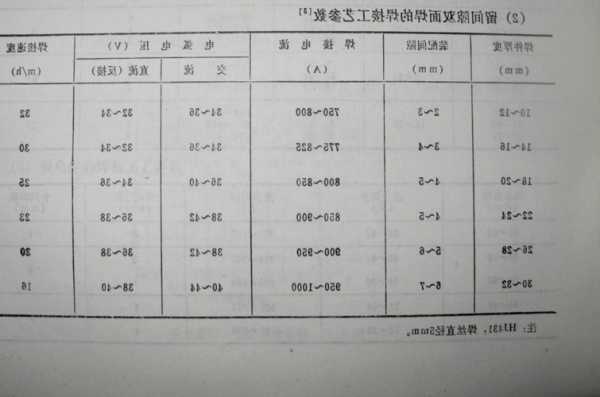
埋弧焊基本上电流板厚*10左右,电压根据需要的焊缝宽度调整,速度跟成型有关系,一档一档慢慢调。4mm的板厚双面悬空焊不留间隙,正面电流120到150,电压24-28,反面150-180,电压26-30。焊接速度根据成型来。如果是单面焊双面成型,建议1.5-2mm间隙,背面加陶瓷衬垫,不开坡口,电流380-400,电压28到30。
埋弧焊容易学吗?
不难。埋弧焊实际就是机械操作,但最好有手弧焊基础的人,或有稍懂一点焊接知识和工艺的人学习起来进步快,应该一周左右就能熟悉焊机的基本操作程序,可进行实际操作了。
再了解一下焊接工艺,对各参数的调节,以及调节好电流电圧的匹配等,就可以上岗焊接了。
到此,以上就是小编对于埋弧焊工艺的问题就介绍到这了,希望介绍关于埋弧焊工艺的4点解答对大家有用。
本文转载自互联网,如有侵权,联系删除